
1、球磨机结构特征
1.1进料装置
该磨机的进料装置实际成自然形成的料垫,使物料滑入螺旋筒,其内部装有衬板,以防止物料直接磨损壳体,衬板用螺栓固定,磨损可以更换。
1.2主轴承
磨机的主轴承是磨机主体——回转部分的支承装置,包括物料、研磨体和回转部分在内的数百吨的重量就坐落在两个主轴承上。主轴承主要由轴承座、轴承盖和主轴瓦三大部分组成。
轴承座是铸、焊联合的结构形式,铸件主要起支承作用,在钢板件与其结合后构成一个箱形体,使得轴承座内能够储存一定量的润滑油。
1.3回转部分
回转部分是磨机的主体,整个粉磨作业过程就是在这个部分内完成的。回转部分主要由筒体、进出料中空轴、进料螺旋筒、筒体内部的隔仓装置、衬板、出料蓖板及出料螺旋筒组成。
1.4出料装置
出料装置主要包括:出料罩、传动接管(即出料管)、回转筛和排渣阀等组成。
1.5润滑装置
磨机主轴承采用稀油集中润滑,高压系统用于启动磨机时浮升主轴瓦,低压系统则是使低压油从主轴承上部进入,通过淋油管将油均匀地洒在中空轴轴颈上。
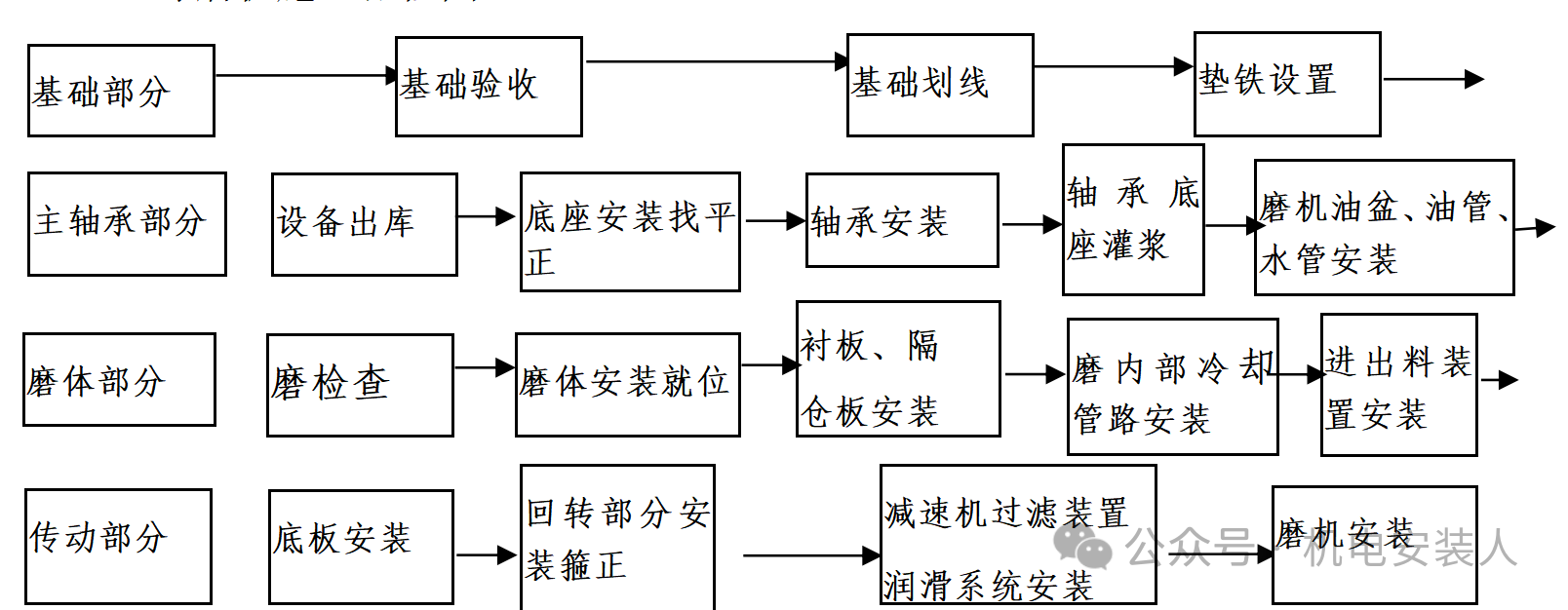
2、球磨机施工流程图
3、球磨机施工工艺
3.1基础验收
3.1.1基础验收必须认真负责,根据车间工艺布置图、安装图、基础图检查基础位置的相对尺寸,与土建坐标轴线是否符合。
3.1.2检查基础标高与土建给定标高的相对位置,并做出记录,在基础侧面预埋沉降标记板上做出标高位置,作为安装与检查基础下沉情况的依据。地脚螺栓孔内必须清理干净,无杂物。
3.1.3平面位置安装基准线与基础实际轴线,其允许偏差为±20mm;
3.1.4按基础图和随机技术文件,对基础的外形尺寸,坐标位置进行复测检查,其允许偏差符合下表规定:
项次 | 项目名称 | 允许偏差 |
1 | 坐标位置(纵横轴线) | ±20 |
2 | 不同平面的标高 | -20 |
3 | 平面外形尺寸 | ±20 |
凸台上平面外形尺寸 | -20 | |
凹穴尺寸 | +20 | |
4 | 平面的水平度 | |
(1)每米 | 5 | |
(2)全长 | 10 | |
5 | 垂直度 | |
(1)每米 | 5 | |
(2)全长 | 10 | |
6 | 预留地脚螺栓孔 | |
(1)中心位置 | ±10 | |
(2)深度 | +20 | |
(3)孔壁铅垂直度每米 | 10 | |
7 | 预埋活动地脚螺栓锚板 | |
(1)标高 | +20 | |
(2)中心位置 | ±10 |
3.2设备开箱检查
检查箱号和箱数以及包装等情况,设备名称型号规格,有无缺件和损坏,锈蚀等情况。如联接螺栓定位销,隔仓板支架等零部件清点好数量,发现有问题及时做好记录。
3.2.1主轴承的检查
(1)实测底座地脚螺栓孔距离、轴承与底座连接的螺栓孔距离及底座高度等主要尺寸,并对底座进行分中,划出底座实际纵横中心线,与底座上设备厂家所划中心线进行校对;
(2)主轴承与轴承座的四周接触应均匀,一般局部间隙不应大于0.1mm。滚子侧的主轴承底面与底座接触不应小于80%;
(3)对主轴承冷却水套及冷却水通道进行试压,要求在0.6Mpa压力下保压8分钟无渗漏现象;
(4)检查轴承合金与球面瓦配合情况,要求应严密、牢固,且不得有脱壳、裂纹、气孔等缺陷,特别是90°接触区内不得有任何缺陷;
(5)检查球面瓦与所配中空轴轴颈的接触情况,要求在60°包角和全瓦宽接触区形成连续均匀分布的接触带,接触班点每个平方厘米不少于1个点,否则要进行球面瓦的研刮;
(6)检查主轴承球面瓦与中空轴轴颈配合侧间隙,配合间隙应符合设备技术资料及规范的规定;
(7)检查主轴承球面瓦与中空轴轴颈配合情况,要求配合接触斑痕的分布区应为一条的接触带,斑痕间距不应大于5mm,且应均布于轴中线下部的全瓦宽,如仅在任何一边缘或仅在中间接触等斑痕分布不均时,则稍加刮削,达到上述要求;
(8)检查主轴承瓦球面与轴承座球面的配合接触情况,要求球面接触带的周向接触包角应不小于45°;轴向接触宽度应不大于球面座宽度的1/3,但不得小于10mm。接触斑点的分布应均匀连续,间距不大于5mm。
3.2.2筒体与中空轴的检查
(1)检查筒体实际尺寸,是否符合图纸和设备本体图所示的设计尺寸;
(2)检查磨机两端中空轴的同轴度。在筒体装入主轴承后检查,检查在两端轴颈全长范围内进行,盘动筒体,利用百合表分别测出两中空轴的径向园跳动,要求两中空轴的相对径向园跳动在0.2mm以内;
(3)检查筒体卸料孔两侧的密封摩擦面,对中空轴轴颈的径向圆跳动偏差,要求不大于0.5mm。
3.2.3传动装置检查
(1)检查大齿圈外形尺寸、型号、规格,检查小齿轮外形尺寸、型号、规格,大齿圈与小齿轮是否相配,传动是否符合设计要求;
(2)检查主减速器和辅减速器,要求减速器转动平稳,无杂音,各齿轮啮合完好,并对减速器进行换油清洗,要求密封完好,不漏油,润滑正常;
(3)检查减速器的冷却装置,要求能在设计压力下保压8分钟。
(4)对设备检验结果做好详细记录。
3.3磨头组装
磨头组装应在基础放线后进行组装,磨头中空轴出料端为固定轴端,而进料端是滑动轴颈端,需留有轴向间隙,磨机运转时,温度升,磨体向可滑动轴颈方向膨胀。安装时,必须注意可滑动轴承的轴向轴肩侧间隙,在膨胀侧要大。检查连接螺栓的中心距与销孔直径,是否符合安装精度的要求。有磨头衬板支架的,先将磨头衬板支架与磨头组装在一起,否则磨头安装后,磨头衬板支架无法安装。
磨头组装时,当磨头与磨体止口快要接触时,一定要注意不要将止口碰坏,要对准标记、用4只螺栓按0°、180°、90°、270°,将磨头与磨体法兰的止口装进,然后打入所有的定位螺栓,把连接螺栓拧紧。
3.4基础划线
经过验收合格的基础,首先划出球磨机基础的纵横中心线。按照安装工艺图,以球磨机的纵向中心线与土建坐标轴线的距离,在进料端与出料端轴承座基础上定出两点,以此两点,划出球磨机的纵向中心线。再以出料端基础轴承座的横向中心线与土建坐标轴线的尺寸,在纵向中心线定点,用地规划出横向中心线。实际测量的两个磨头空轴的外轴肩尺寸,应和球磨机的安装图尺寸核对,两个尺寸不一致时,应以实际尺寸为准。划出球磨机的轴承底座的纵、横中心线后,以此为基准,继续划出主减速机和主电动机的纵、横向中心线。划线前的准备工作:采用22#钢丝,钢卷尺必须经过计量所检查,合格后方可使用,有经纬仪来保证划线的绝对准确。将钢丝架在支架上,用配重将钢丝拉紧。用两个固定线坠,对准基础上的两个基准点,用一个活动线坠找出球磨机的中心线,再用地规划出横向垂直线,将中心线的中心点用冲子打在中心标板上,一般中心标板有l50×l00×l0mm的钢板制成,中心标板的埋设位置距基础边缘为100-150mm。根据球磨机的纵、横中心线,划出各地脚螺栓孔的相对中心线。
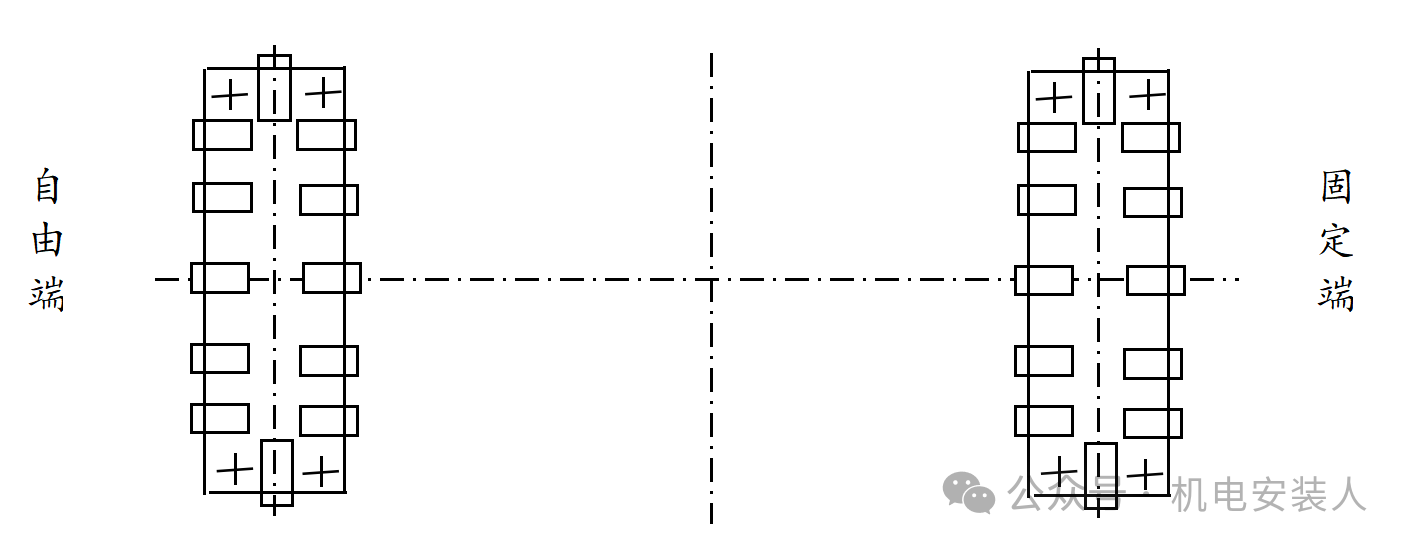
3.5基础处理与垫铁布置要求
安放垫铁的方式是根据基础设计的标高而定,每一垫铁组的面积能足够承受设备。当采用垫铁时,底座底面与基础表面的高差一般为l50mm左右。
如设计图纸有垫铁的分布时,可按设计要求布置,在地脚螺栓孔两侧各设一组垫铁(可采用开口垫铁组),两组垫铁组之间距离超过1米以上时,中间加一组垫铁。一般采用200×300mm垫铁(一对斜垫铁一块平垫钦)。
为了使底座与基础的二次灌浆层的混凝土牢固结合,必须将基础表面进行处理。必须将设备底座的油污、锈蚀、泥土等脏物和地脚螺栓的预留孔中的杂物除去,灌浆处基础表面应凿成麻面到石子露出为止,以保证灌浆质量。
垫铁与混凝土的接触面积达到75%以上。上表面纵横水平度要求为0.15mm/m。垫铁安装主底板前先清洗各加工面防锈油和铁锈,去除毛刺,与主底板接触的地方如有涂漆,必须清理到完全见金属。
主底板和调整垫片之间要全面接触,用塞尺在侧面检查,并从侧面轻轻敲击调整垫片,以不松动为合格。
3.6底座安装
球磨机主轴承底座,是安装在基础与主轴承之间的一个底座。如果球磨机已在制造厂进行过装配并试运转,则底座上已划有纵、横中心线标记,若制造厂没有进行运装配试运转,要在钢底座上进行纵、横中心线划线,划线时要认真核对图纸,钢底座的纵、横中心线与基础上的纵、横中心线相重合。就位后找正,利用线坠法,检查底座中心线是否在一条直线上,用水平仪结合基准标高点,检查钢底座的标高,用框式水平仪检查钢底座的水平度,进行底座的粗找。钢底座就位经过粗找正后,即可进行一次灌浆(地脚螺栓灌浆)。一次灌浆经过养护,达到混凝土标号强度75%时,即可进行精找正。精找正时,先找正出料端的标高,用水准仪测量底座左中右三点与基准点标高差,用成对斜垫铁调到标准高度。再用框式水平仪在底板上,复查纵、横向中心线端部水平度,用成对斜垫铁调到小于水平度0.05mm为止。然后,用钢卷尺加上l0kg弹簧秤由出料端底座核对两个底座的横向中心跨距,采用对角线法进行复核,固定出料端底座。再用经纬仪或吊线坠方法来检查底座的纵向中心线,并调正使两底座纵向中心线在同一直线上。
用同样方法,由出料端底座测出进料端底座的标高差,按图纸尺寸调好,用框式水平仪调水平度,边调边紧地脚螺栓,最后紧好地脚螺栓达到要求为止。
要求主轴承底板的水平度误差不超过0.08mm/m,且中部应高出两边,不允许出现中间凹下情况。
在主轴承底板的上表面上划出纵横中心线作为安装找正的基准线。当筒体与端盖组装后的实际尺寸有时与设计尺寸存在偏差,应该按实际尺寸施工。其极限偏差为±1.5mm。
磨机两主轴承底板之上加工面的相对高度差不大于0.08mm/m,且进料端高于出料端。
找正纵横中心线两个主底板上的四个中心点和标板上的两个点在一条直线上,其偏差不超过±1.0mm。横向中心线偏差不超过±1.0mm。两个主底板横向中心线的平行度偏差不应大于0.08mm/m。间距及标高数据附图所示做好记录。
主轴承底板调整好后,拧上地脚螺栓螺母。
3.7主轴承的安装
安装前应拆卸主轴承,清洗所有部件上的用于运输的保护性涂层。安装主轴承和磨机筒体时,必须特别小心地清除轴承上任何杂物,并防止杂物进入轴承。
彻底清洗主轴承底板顶面和轴承座底面,其间不要涂抹任何润滑油脂。轴承座与轴承底座的接触面沿其四周应均匀接触,局部间隙不得大于0.1mm,不接触的边缘长不得超过100mm,累计总长不超过四周总长的1/4,否则,应进行研磨。
主轴承瓦承载是属慢速重载运行,有它的特殊性,要特别重视它,必须认真细致的工作。对瓦和球面瓦背都要进行特殊的处理。如研刮等工作,要按图纸要求进行处理做到万无一失。瓦口上部是否在同一直线上,测量两轴承中心标高,要做到两轴承上面标高一致,如有偏差,只能进料端高于出料端,主轴承安装复查后,作出记录,确认本道工序合格后,可进行磨体安装就位。
3.8磨体安装
大型球磨机由于空轴直径大,轴承座高,基础标高也高,再加上落磨前还要起升一定高度,所以在安装磨体前,一般将已安装好的两个主轴承拆下,降低起升磨体高度,待磨体就位后,再安装主轴承。由于磨机制造与安装的精度,磨体的中心线不可能在一条直线上。即使稍有偏差,在磨机运转时,可以利用球面瓦进行自动调正。
以上各种复查确认合格后,将同涂上防锈润滑油,将磨机球面瓦的冷却水管、高压油管、润滑油管接到轴承座外,将管头堵住,以待安装管道时接通,再把轴承盖清洗干净安装好,同时将轴承两侧密封油毛毡装好。
复查地脚螺栓拧紧程度,将垫铁焊牢,同时将轴承底座的固定楔条楔紧。固定轴承底座的定位销钻孔、绞孔,然后将定位销销进。磨体安装基本完成,可进行二次灌浆及抹面工作。
3.9衬板安装
当二次灌浆层达到混凝土标号的75%强度时,开始进行隔仓板和筒体衬板与磨头衬板的安装。
首先从人孔门开始安装衬板,否则人孔门最后安装不上。衬板安装由磨体下部开始,陆续安装转磨体,转磨体一般采用卷扬机进行,但必须注意,安装的衬板转到磨体上方时,发生偏重,会使磨机自转发生危险。所以,当磨体转到一定位置时,必须用木楔将磨体牢牢楔住。
衬板安装前,各仓衬板的形状,根据施工图或说明书上的规定,将各仓衬板分开。
衬板安装时,为了防止泄漏,在衬板与筒体之间涂上一层水泥砂浆,铺上石棉板,在衬板螺帽与外筒体表面处,加上石棉纸垫及弹簧垫圈、使之接合严密。拧紧衬板螺母,然后再用规定力矩将螺栓拧紧。
在安装衬板时,一定要注意磨体的旋转方向及衬板的波纹螺旋线方向。衬板与衬板之间的缝隙,若用钢板衬板间隙为10-15mm,但按图纸为准。为了使物料得到合理粉磨,物料由磨头粗磨,逐渐向磨尾端进行细磨,将磨内分成2-4个仓。大小孔的扇开板,按旋转方向安装在筒体内形成隔仓板。
3.10进料出料端装置安装
安装进料装置下料漏斗与进风管时,采用石棉绳拧紧防止漏料。
安装出料装置时,将中空轴出料锥体与传动用法兰盘按铅印字头联接起来,测量回转的径向,轴向偏摆后,再安装转动筛及出料罩,用石棉绳垫严,拧紧接口,以防漏灰。
3.11大型减速机与电动机安装
大型减速机若是解体安装的,必须强调要按制造厂设计及组装工艺要求进行安装,不得擅自修改。安装前准备工作与球磨体安装前准备工作相似。下箱体就位,精确量出磨机与减速机的中心距离,要以实际尺寸进行复查。减速机输出的中心标高,以安装好的球磨机中心线标高来找正。下箱体上表面的中心线和磨机的中心线,应在同一直线上,采用吊线坠法进行。用框式水平仪测下箱体上平面的水平度,用斜垫铁调正。为了精确地确定减速机下箱体的位置,要进行一次预装配,将平衡轴瓦安放在平衡轴承上,经达试装调整联轴节间隙后,将平衡轴吊下,进行地脚螺栓孔一次灌浆。等一次灌浆养护期到后,可进行下箱体精找。专用长直尺由制造厂提供,各部数据按制造厂工艺组装为准。找正联轴节,按设计及规范找正,找正采用三表法。试车前装配联轴节定位螺栓。上体箱安装,经过调整,精度合格的减速机,将上、下箱体仔细清理干净,特别是润滑油槽、油管处要仔细清洗。上箱体就位对准下箱体连接螺栓孔,用螺栓紧固好。
主电机安装其方法与普通设备安装相似。要注意检查电动机定子与转子的间隙处等有否杂物,用压缩空气吹净。
3.12润滑管道油冲洗
润滑油管道经过化学清洗,油箱、油冷器、过滤器等必须解体检查清洗。润滑油系统安装后用循环油泵冲洗、加温、敲打油管道等方法,直到滤网上没有杂物,方可认为油管内冲洗合格。
3.13试车
分为无负荷,负荷试车,按照电动机、电动机联减速机、减速机联球磨机的顺序进行试车。按照规定,主电动机空载运转4小时,辅助传动运转1小时,电机带减速机一起运转8小时,带设备运转8小时。主轴及传动轴瓦温度不超过55℃,减速机滚动轴承温度不超过70℃。成立现场试车指挥部组织,分工明确,责任到人,步调一致才能顺利的进行试车。


























































